+86-15030108839





Китай чехол для оборудования из ножевого тента
Когда слышишь ?Китай чехол для оборудования из ножевого тента?, первое, что приходит в голову многим — это что-то дешёвое, универсальное и, возможно, ненадёжное. Такой стереотип живуч, особенно среди тех, кто сталкивался с низкокачественными изделиями из непонятного сырья. Но на деле, если копнуть глубже в производственную цепочку, всё оказывается сложнее. Сам по себе ножевой тент — материал специфический, и его применение для защитных чехлов — это не просто вопрос пошива мешка. Здесь играют роль и плотность основы, и состав полимерного покрытия, и технология ламинирования. Многие ошибочно полагают, что главное — это толщина. На практике же, например, для чехлов под буровые установки или чувствительную электронику, критична устойчивость к микротрещинам при складывании и истиранию по рёбрам оборудования. Я сам лет десять назад закупил партию чехлов, сделанных, как утверждалось, из ?усиленного? тента. Всё выглядело солидно, пока после полугода эксплуатации в приморском регионе не проступила характерная ?седина? — разрушение УФ-стабилизатора в покрытии, и ткань начала буквально сыпаться в местах напряжений. Вот тогда и пришлось разбираться, что же на самом деле скрывается за качественным чехлом для оборудования.
Что такое ?ножевой тент? на самом деле и почему он не везде подходит
Термин ?ножевой? часто вводит в заблуждение. Изначально он, кажется, пошёл от технологии раскроя — материал действительно режут как ножом. Но в профессиональной среде под этим чаще понимают тентовую ткань на основе высокоплотной полиэфирной или полиамидной сетки, с двухсторонним покрытием из ПВХ, иногда с добавками для гибкости на морозе или огнестойкости. Ключевой момент — именно состав и способ нанесения этого покрытия. Дешёвые аналоги имеют покрытие, которое просто напылено или накатано тонким слоем. Оно быстро отслаивается на сгибах. Качественный же материал, как у того же производителя ООО Хэбэй Хуавэйлун Новые Материалы и Технологии, производится на итальянских линиях ламинирования, где покрытие буквально вплавляется в основу под высоким давлением. Это даёт монолитность. Для чехлов это принципиально: точки крепления, люверсы, швы — всё это места повышенного напряжения. Если покрытие не интегрировано с нитью основы, оно начнёт ?ползти?.
Вот конкретный пример из практики. Заказывали чехлы для защиты блоков гидравлики на лесозаготовительной технике. Среда — постоянная вибрация, контакт с ветками, перепады температур. Первый заказ сделали у местного ателье, которое купило ?ножевой тент? на ближайшем строительном рынке. Через три месяца чехлы порвались по швам — нитки прорезали материал. Причина: ткань имела низкую поверхностную плотность (менее 650 г/м2), а покрытие было слишком жёстким. При вибрации острые кромки узлов оборудования просто перетирали его. Пришлось искать специализированного поставщика. Тогда и вышли на профильные заводы, которые работают не с ?тентовой тканью вообще?, а именно с инженерными материалами. На сайте hbhwl.ru видно, что они делают акцент на ?сверхшироких полимерных композитных материалах? шириной до 6 метров. Для чехлов это не просто удобство раскроя. Отсутствие продольного шва на большом чехле — это отсутствие потенциальной линии разрыва и слабого места для проникновения влаги.
Ещё один нюанс — добавки. Стандартный ПВХ-пластикат без модификаторов на морозе дубеет. Чехол, который летом гнётся, зимой может треснуть от удара. Поэтому для оборудования, работающего в Сибири или на севере, нужен материал с морозостойкостью хотя бы до -35°C. Это достигается специальными пластификаторами. Но их добавление — это удорожание рецептуры. Многие недобросовестные производители экономят именно здесь, и проверить это можно только полевыми испытаниями или лабораторно. Мы как-то получили партию, где по паспорту было -30°C, а на практике при -15 материал уже напоминал лист жести. С тех пор всегда запрашиваем не только сертификаты, но и рекомендации по реальным кейсам применения.
Проектирование чехла: это не просто ?сшить мешок по размерам?
Самая большая ошибка — думать, что достаточно снять замеры с оборудования и отправить их на фабрику. Конструкция защитного чехла — это почти инженерная задача. Нужно учитывать, как его будут надевать/снимать, где будут точки подвеса или крепления стяжками, как будет стекать вода, если чехол останется под дождём. Например, для станков с острыми углами часто делают внутренние мягкие накладки из того же материала, но сложенного в несколько слоёв, или даже вшивают дополнительный слой вспененного полиэтилена в критичных местах. Это не прописано ни в одном ГОСТе, это приходит с опытом.
Работая с ООО Хэбэй Хуавэйлун, обратил внимание на их подход к техническим тканям. Они позиционируют себя как производители материалов для надувных конструкций, мягких кузовов, геотекстиля. Это говорит о понимании нагрузок и эксплуатационных требований. Материал для надувной лодки должен держать постоянное давление и сопротивление на разрыв. Эти же свойства критичны для чехла, который будет туго натянут на конструкцию и подвергнут ветровой нагрузке. Их композитные ткани как раз рассчитаны на такие многокомпонентные напряжения. Для чехла под генератор, который перевозят на открытой платформе, это прямое попадание в потребность.
Один из наших неудачных опытов был связан как раз с игнорированием ветровой нагрузки. Сшили чехлы для комплекта антенного оборудования — вроде бы всё учли. Но не предусмотрели достаточное количество ветровых строп (оттяжек). Во время перевозки по трассе чехол превратился в парус, нагрузка на швы резко возросла, и в нескольких местах строчка просто вырвалась из материала. Хороший материал, но плохой конструктив. После этого мы всегда при проектировании закладываем не менее 4-6 точек для фиксации стяжками на длинномерных чехлах и усиливаем углы дополнительными нашивками в виде рифлёных патч.
Специфика работы с китайскими производителями: как избежать ?подводных камней?
Когда ищешь Китай чехол для оборудования, поиск выдаёт сотни фабрик. Но многие из них — просто торговые компании или сборочные цеха, которые покупают ткань у кого-то. Прямой контакт с реальным производителем материала, таким как Хэбэй Хуавэйлун, даёт больше контроля над спецификацией. Их история, начиная с 1998 года и с инвестициями в производство, говорит о серьёзных намерениях в секторе технических текстильных материалов, а не о временщиках.
Ключевой момент в коммуникации — детализация технического задания (ТЗ). Нельзя просто написать ?чехол из ножевого тента 900 г/м2?. Нужно указывать: состав основы (например, полиэстер 100%, плотность нити), тип и толщину ПВХ-покрытия, наличие УФ-стабилизатора (обычно указывается в часах по стандарту ISO), цветостойкость, сопротивление на разрыв (в продольном и поперечном направлении), температуру эксплуатации. Китайские инженеры, если это профильное предприятие, хорошо работают с такими ТЗ. Если же поставщик начинает уходить от ответов или предлагает ?стандартный вариант, который всех устраивает? — это красный флаг.
Оплата и логистика. Для пробной партии чехлов под новое оборудование мы часто используем готовые материалы, которые есть у производителя на складе. У того же Хуавэйлун, судя по ассортименту, всегда в наличии базовые инженерные ткани. Это позволяет сократить сроки с 60 до 30 дней. Но для больших объёмов и специальных требований (например, огнестойкость по EN 13501-1) материал будут производить под заказ, и это нужно закладывать в сроки. И да, всегда стоит заказывать на 5-7% материала больше на образцы и возможный брак — это страхует от простоев.
Практические кейсы: где такие чехлы работают, а где нет
Универсальных решений нет. Чехол из ножевого тента отлично показал себя для защиты строительной техники (бетономешалки, виброплиты) на открытых площадках хранения. Материал хорошо противостоит абразиву (пыль, песок) и не гниёт от влаги. А вот для оборудования пищевой промышленности, где нужны частые мойки и санитарные требования, он не подходит — ПВХ сложно качественно дезинфицировать, могут потребоваться специализированные покрытия на основе полиуретана.
Удачный пример — чехлы для сварочных аппаратов и компрессоров на мобильных ремонтных пунктах. Использовали материал с повышенной устойчивостью к маслу и умеренной огнестойкостью (искры от сварки). За основу взяли как раз композитную ткань с основой из сетки — она обеспечивала дополнительную вентиляцию, предотвращая конденсат внутри, что важно для электроники. Заказ выполняли, отталкиваясь от возможностей линии по производству сверхшироких материалов — это позволило сделать чехлы цельнокроеными для аппаратов сложной формы, минимизировав швы.
Неудачный кейс — попытка использовать стандартный ножевой тент для чехлов под оборудование в химической лаборатории, где были пары кислот. Покрытие ПВХ начало мутнеть и терять гибкость. Вывод: для агрессивных сред нужен материал с химически стойким покрытием, например, на основе EPDM или хлорсульфированного полиэтилена. Это уже другая ценовая категория и другие производители.
Взгляд в будущее: тенденции в материалах и запросы рынка
Спрос смещается от просто ?закрыть оборудование? к комплексной защите с дополнительными функциями. Например, всё чаще просят чехлы со встроенными датчиками влажности или с RFID-метками для учёта. Это требует от материала не только прочности, но и совместимости с электронными компонентами. Производители материалов, включая ООО Хэбэй Хуавэйлун Новые Материалы и Технологии, реагируют на это, развивая линейки ?умных? тканей с проводящими нитями или слоями.
Вторая тенденция — экологичность. В Европе ужесточаются требования к утилизации ПВХ. На горизонте — больший спрос на чехлы из материалов на основе термопластичных полиолефинов (ТРО) или переработанного полиэстера с биоразлагаемыми покрытиями. Пока это дорого, но для премиального сегмента оборудования (например, медицинского или научного) такой запрос уже есть. Китайские производители, особенно с серьёзными R&D-отделами, активно исследуют эти направления.
И третье — кастомизация. Рынок уходит от стандартных размеров. Всё больше запросов на малые партии чехлов под специфичное, часто уникальное оборудование. Здесь выигрывают производители с гибкими производственными линиями и возможностью быстрой переналадки. Способность производить материал шириной 6 метров, как у упомянутой компании, — это уже конкурентное преимущество для таких заказов, так как позволяет оптимизировать раскрой и снизить стоимость даже для небольших партий.
В итоге, возвращаясь к началу. Китайский чехол для оборудования из ножевого тента — это не ярлык, а целый спектр решений разного уровня. Ключ — в понимании физики эксплуатации, грамотном выборе партнёра-производителя материала и конструктивном диалоге с изготовителем конечного изделия. Опыт, в том числе горький, показывает, что скупой платит дважды, а правильно подобранная защита из качественного композитного материала окупается многократно за счёт сохранности дорогостоящей техники. Главное — не верить на слово, а проверять, тестировать и требовать детальные спецификации. Тогда и стереотипы развеются сами собой.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
 Тент TPO-s600
Тент TPO-s600 -
 Специализированное полотно из ПВХ для рулонных ворот
Специализированное полотно из ПВХ для рулонных ворот -
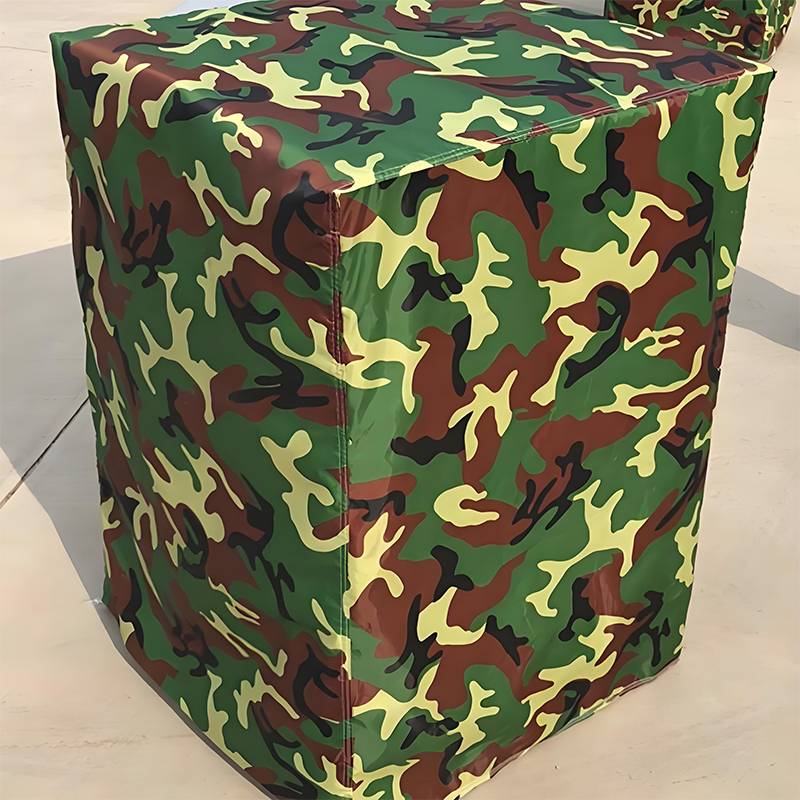
 Упаковочный тент для machinery и оборудования
Упаковочный тент для machinery и оборудования -
 Полотно для водоемов из ПВХ
Полотно для водоемов из ПВХ -
 Баннерная ткань из ПВХ
Баннерная ткань из ПВХ -
 Удобная застежка для тентов №2
Удобная застежка для тентов №2 -
 Сетчатая веревка для тента
Сетчатая веревка для тента -
 Ремонтная лента для тентов из ПЭ
Ремонтная лента для тентов из ПЭ -
 Тент из ПЭ для сельскохозяйственных оросительных рукавов
Тент из ПЭ для сельскохозяйственных оросительных рукавов -
 Клей для тентов из ПВХ
Клей для тентов из ПВХ -
 Специализированный тент для строительных ограждений
Специализированный тент для строительных ограждений -
 Чехол для оборудования из ПВХ
Чехол для оборудования из ПВХ